



硝酸溶液单独用于清除游离铁和其它金属污物是有效的,但对清除氧化铁皮,厚的腐蚀产物,回火膜等无效,一般应采用HNO3+HF溶液,为了方便与操作安全,可用氟化物代替HF[2]。单独HNO3溶液可不加缓蚀剂,但HNO3+HF酸洗时,需要加Lan-826。使用HNO3+HF酸洗,为防止腐蚀,浓度应保持5:3的比例。温度应低于39℃,如过高,HF会挥发。对钝化液,HNO3应控制在20%—50%之间,根据电化学测试,HNO3浓度小于20%处理的钝化膜质量不稳定,易产生点蚀[8],但HNO3浓度也不宜大于50%,要防止过钝化。 用一步法处理除油酸洗钝化,虽然操作简便,节省工时,但该酸洗钝化液(膏)中会有侵蚀性HF,因此其最终保护膜质量不如多步法。
酸洗过程中允许在一定范围内调整酸的浓度、温度与接触时间。随着酸洗钝化液使用时间的增长,必须注意酸浓度和金属离子浓度的变化,应注意避免过酸洗,钛离子浓度应小于2%,否则会导致严重的点蚀。一般来说,提高酸洗温度会加速与改善清洗作用,但也可能增加表面污染或损坏的危险。
森源化工不锈钢酸洗钝化液的详细操作工艺如下:
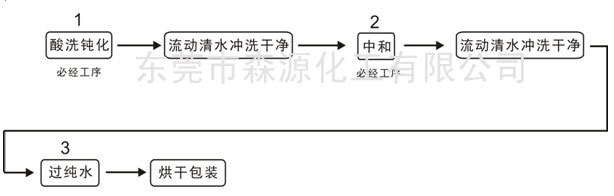
酸洗钝化→流动清水冲洗干净→中和→流动清水冲洗干净→过纯水→烘干包装
工艺说明:
1.酸洗钝化,时间为5-20分钟,产品表面完全变成亚白色即可。
2.中和,时间为3分钟。
